Elektrik Motor ve Generatörleri hesaplanan çalışma saatleri sonrasında bakımlarının yapılması gereklidir. Bu bakımlar, makinenizin plansız duruşlarını önlemesi ve daha büyük ve masraflı hasarların oluşmasını engellemesi için yapılmaktadır.
Bakım zamanlarını etkileyen faktörler şu şekildedir. ,
Makinenin cinsi; AC, DC , Generatör .
Makinenin tipi ; sincap kafes, bilezikli ,kollektörlü ,rulmanlı ,metal yataklı .
Makinenin özelliği; Koruma sınıfı, çalışma sınıfı ,devri .
Makinenin sürdüğü /sürüldüğü ekipman ve özelliği; Değirmen ,pompa, kompresör ,fan ,redüktör ,kayış kasnak,dizel motor,türbin.
Makinenin çalıştığı ortam ; Ortam Isısı , ortam kimyası ,ortam tozu vs etkilidir.
Genellikle motorların bakım zamanını motoru makinesinde kullanan imalatçılar belirleyerek makinenin manuelinde belirtirler. Aksi halde uzman görüşü ve kullanım tecrübesi ile bakım zamanları belirlenmelidir.
AC bilezikli motorlar için ortalama 3 yıl , sincap kafesli motorlar için 4-5 yıl DC motorlar için 2 yıl atelye bakım peryotları planlanmalıdır. ( Diğer faktörler gözönüne alınarak bu süreler uzatılır veya kısaltılabilir.)
Generatörlerin saha ve atelye bakım planlaması çalışma saatlerine ve start sayılarına göre hesaplanarak yapılmalıdır.
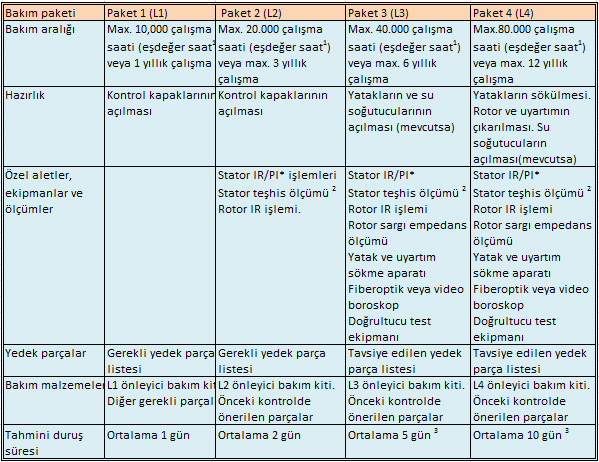
Tablohaline getirilmiş bakım planında eşdeğer çalışma saatlerine göre tavsiye edilen
bakım faaliyetleri belirlenmiştir.