ASENKRON ALÇAK GERİLİM MOTOR SARIMI -
ÖZGÜR MOTOR VE GENERATÖR ‘e sarıma gelen motorunuza hangi işlemlerin yapıldığı ve haklı gururumuz olan kalitemizin nasıl oluştuğu aşağıda anlatılmaktadır;

ASENKRON ALÇAK GERİLİM MOTOR SARIMI -
ÖZGÜR MOTOR VE GENERATÖR ‘e sarıma gelen motorunuza hangi işlemlerin yapıldığı ve haklı gururumuz olan kalitemizin nasıl oluştuğu aşağıda anlatılmaktadır;
a) Motor görsel incelemeye tabii tutulur. Gövdesinde , Kaplin, Mil , Klemens vb. yapı ve aksesuarları incelenerek durum tespiti yapılır ve bulgular kayıt edilir.
b) Kaplin veya kasnağın mil üzerindeki konumu kumpas ile ölçülerek kayıt altına alınır. Kaplin/kasnak mevcut ise çektirilerek demonte edilir. Kasnak vidalı sıkma tip ise civataları sökülerek demonte edilir. Kaplin/kasnak sıkı geçme ise varsa sabitleme civatası sökülür.
Kaplin/kasnak 120 derece ayak açılı özel çektirme makinesi ile çektirilir. Toleransı sıkı olan kaplin/kasnak 'larda malzemeye zarar vermemek için oksijen kaynağı ile ısı uygulanarak genleştirilerek demontaj gerçekleştirilir.

c) Müşteriden alınan bilgiye göre oluşan mevcut problem sebepleri hakkında ön fikir elde edilerek uygulanacak standart ve ileri expertiz yöntemleri belirlenir.
d) Kaplin/kasnak demonte edildikten sonra komparatör ile kaplin yeri salgısı ölçülür. Kaplin yeri salgısı standart olarak mil kaplin yeri ortasından yapılarak salgının %3-5 sınır değerinde olup olmadığı kontrol edilerek kaydedilir.

a) Kapaklar nokta ile markalandıktan sonra civataları sökülür. Varsa çektirme civataları veya levye yardımı ile kapaklar demonte edilir. Ağır kapaklar vinç yardımı ile veya hafif kapaklar el ile mil üzerine düşürmeden demonte edilerek üniversal palet üzerine konulur.
b) Rulman ve yağlama flanşları çektirmeler ile demonte edilir. sıkı toleranslar için oksijen kaynağı ile ısı uygulanır. Yağlama flanşlarında sabitleme civataları varsa gevşetilir.
c) Varsa Bilezik gruplarındaki kömürler sökülür ve ihtiyaç olması durumunda kömür hamili demonte edilir.

d) Rotor miline uygun çapta boru takılarak çift vinç yardımı ile veya tek vinç ile karşıt ağırlık oluşturarak stator içerisinden demonte edilir.
a) Kapak ve rulman toleransları ve mil ile kaplin/kasnak toleransları iç ve dış çap mikrometreleri ile ölçülerek mekanik expertiz formuna kaydedilir.


b) Sağlam olan sargıların izolasyonu megger cihazı ile ölçülür ve elektrik expertiz formuna kaydedilir. İzolasyon düşük ise enerji kabloları klemens bağlantılarından sökülür ve ölçülen rotor ise enerji bağlantıları bileziklerinden sökülerek izolasyon düşüklüğünün nerden kaynaklandığı tespit edilir.
c) Isı ölçer ve ısıtıcıların avometre ile ölçülerek direnç kontrolleri yapılır. Senkron makine ise varsa diyot ve varistörleri avometre ile ölçülerek kontrol edilir.
d) Sarımı yapılacak nüveye ısınma testleri yapılır. Nüvede ısınma tespit edildiğinde sarım öncesi kısmi veya komple dağıtılarak onarımı ve yalıtımı yapılır.
a) Mevcut sargılar çektirme ve yakma yöntemi ile nüvesine zarar vermeden demonte edilir.
b) Nüvede ısınma testlerinde problem çıkması durumunda kısmi veya komple dağıtılarak onarımı ve yalıtımı yapılır. Dağıtılan nüveler onarım sonrası preste basılarak orjinal ölçüsüne getirilerek toplanır.



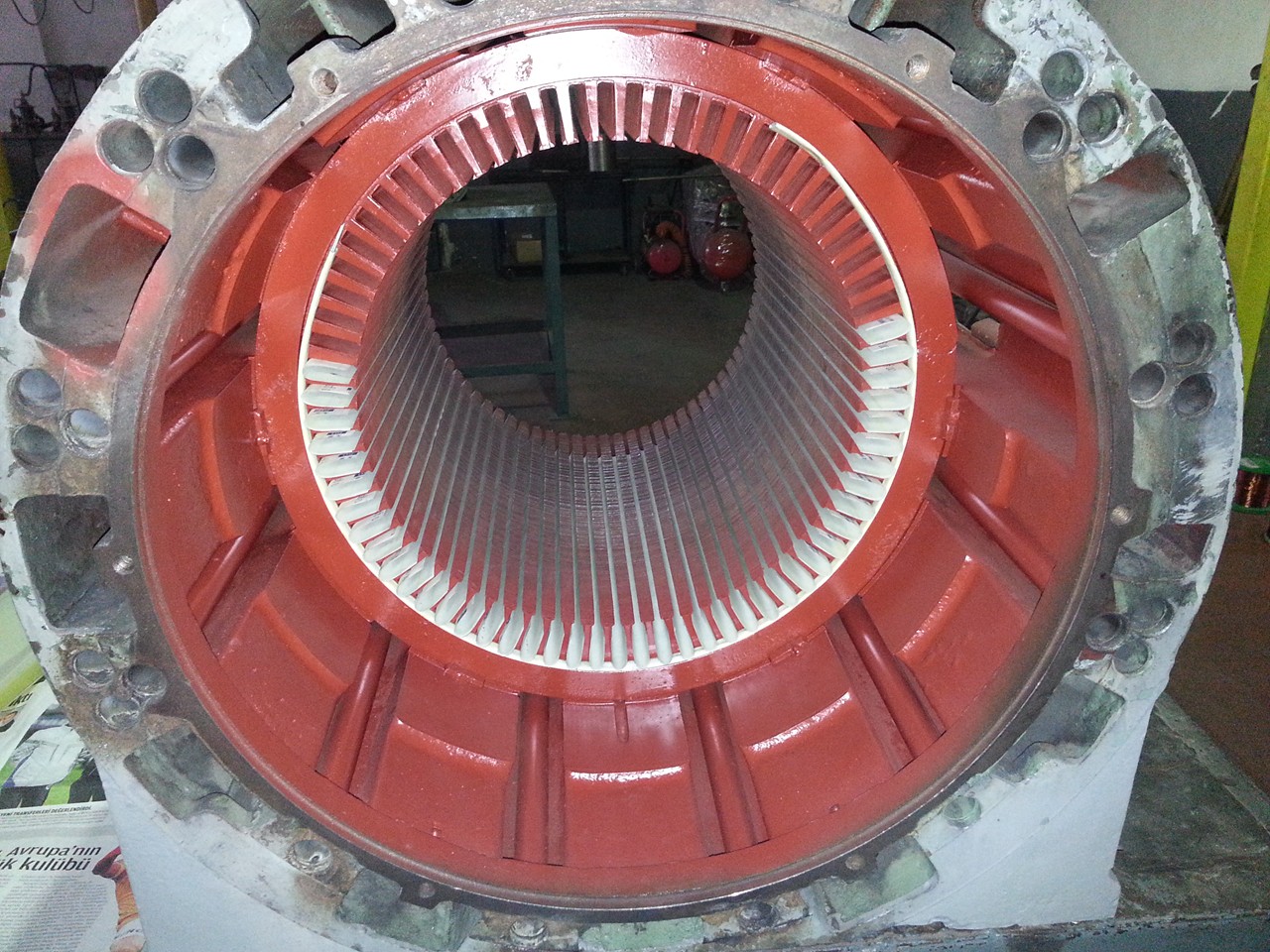
c) Nüvedeki tüm yalıtım malzemeleri yakılarak temizlendikten sonra nüve oluk içi zımparalanarak çapaklarından arındırılır ve oluk ağızları eğelenerek sivri yerleri törpülenir.



d) Nüve mekanik temizlik sonrası basınçlı hava ve solvent ile temizlendikten sonra astar boya ile boyanarak sarıma hazır hale getirilir.
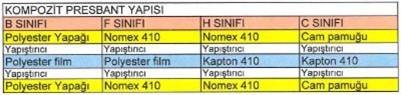
Oluk yalıtımı minumum F sınıfı nomex persbant ile yapılır.presbantın her iki baş kısmı oluktan yaklaşık 1 cm dışarı olacak şekilde kesilir ve alt tarafı komple çember olarak cam veya makaron yalıtkan kullanılarak bobin tellerine destek yapılır. Böylece oluk çıkışı yalıtımların bobinlerdeki manyetik yüklere karşı mukavemeti arttırılır.



b) Bobinler için tel seçimi önemlidir. Biz kalite için 210 °C ısıya ve korozyona dayanıklı "Theic Polyesterimide ve üzeri Polyamide-imide" emaye kaplı grade2 sınıfı tel kullanılyoruz. Bu tel özel sipariş ile yapılmakta ve motor için gerekli paralel sayısına uygun makaralarda sipariş edilerek ek yapmadan bobin hazırlanmaktadır.
c) Bobin hazırlamada kullanılan makara ,gerdirme ,kalıp ve sarma makineleri bu işe uygun dizayn edilmelidir.

d) Bobinler oluklara atılırken nüveye temas ederek emayesi çizilmemesi için bobin telleri oluklara polyester klavuzlar eşliğinde indirilir.


e) Oluktaki iki bobin grubu arasına nomex presbant konulur .Bunun amacı aynı olukta faklı fazlara arasını yalıtmak ve yüksek voltaj farkı olan aynı faza ait bobinleri de yalıtmaktır.


f) Bobin başlarındaki fazlar özel kesim nomex presbantlarla yalıtılırlar. Eğer motor frekans konvertör ile tahrik ediliyorsa her oluk çıkışı bu şekilde yalıtılırlar.


g) Oluklar H sınıfı cam veya F sınıfı fiber levhadan oluğa sıkı geçecek ölçüde form verilerek bobinler kapatılarak elektromanyetik etkilere karşı mukavemeti arttırılır.
h) Bobin başları ipek veya cam bant ile ve kalkış momentleri yüksek motorlarda polyglass bant kullanılarak bağlanır.
i) Bobin serilemeleri veya paralellemeleri için tellerin emaye izoleleri özel el cihazları ile temizlenir.

j) Bobin bağlantıları gümüş kaynak ve bakır yüzük kullanılarak yapılır.
k) Faz çıkış kabloları motor gücüne uygun kesitte çok telli plastik kılıflı kablo üzerine H sınıfı silikon makoron takviyesi ile hazırlanır ve uçları uygun kesitte pabuçlanır.

l) Sarımı tamamlanan stator sargısına her faz'a ısı algılayıcı RTD monte edilir kabloları silikon makoron ile klemense çıkartılarak uçları pabuçlanır.
m) Motor bilezikli motor ve yapılan sarım rotor sargısı ise yukarıdaki işlemler dışında merkezkaç kuvvetlere dayanabilmesi için sargı başları polyglass bant ile bandajlanır. Bu işlem için uygun torkta gergi sağlayan özel tezgah ve aparatlar gereklidir.

n) Sargı fırında 15 saat 130 °C 'de ısıtılarak kurutulur.
o) Sargılar fırından çıkartılarak sıcak durumda iken daldırma ve püskürtme yöntemi ile uygulanan fırın kurumalı vernik ile verniklenir.Bu yöntem ile sargı içine kadar verniğin yayılması sağlanır.
p) Verniklenen sargı tekrar fırınlanarak 15 saat 130 °C 'de ısıtılarak kurutulur.

r) Vernik kuruduktan sonra kalıntıları nüve üzerinden temizlenir.
s) Sargı başlarına motor gücüne uygun güçlerde dış kılıfı 200 °C 'ye dayanıklı özel nem alıcı ısıtıcılar monte edilir. Isıtıcılar F sınıfı polyglass bant ile sargılara bağlanır ve kabloları silikon makaron ile klemense taşınarak uçları pabuçlanır.
a) Sargıların megger ile izolasyon testleri yapılır.
b) Sargıların maximum 15 ampere kadar 1/10000 hassasiyetinde DC dirençleri ölçülür
c) Sargıların Hi-POT ve SURGE testi ile şaseye ve bobin ve spirler arasına karşı yüksek gerilim ile izolasyon dayanım testleri yapılır.
d) Sargı RTD ısı ölçer ve ısıtıcıların direnç kontrolleri yapılır.
a) Sarımı yapılmayan sargılar ve motor parçaları özel yıkama kabininde basınçlı sıcak su deterjan ve solvent ile temizlenir. Temizlik sonrası sargılar sarım yapılan motorlara uygulanan fırınlama işlemine tabi tutulur ve fırın sonrası koruyucu vernik ile verniklenir.


b) Varsa fırça tutucular kumlama makinesinde kumlanarak kir ve oksit tabakalarından arındırılır. Oksitlenen izolatörlerde aynı şekilde kumlanarak temizlenir.

c) Varsa bileziklerin tornası yapılırarak yapılarak ovalitesinin %2 seviyelerine getirilir ve yüzeyi taşlanarak yüzey pürüzlülük değerleri 1,25-1,75 mikrometre aralığına getirilir.

d) Aşınan ve vernik dolan civata diş yuvaları klavuz ile temizlenir.
e) Bozuk olan yatak yerleri ve flançlar burçlama yöntemiz ile onarılır ve mikrometre ile toleransında olup olmadığı kontrol edilir.
f) Rotor tüm dönen parçalrı ile ISO 1940-1 standardına ve kaplin/kasnağın kamalanma şekli ve balanslanma şekline göre tam kama veya yarım kama ile balansı alınır. Kaplin/kasnağın balansı aynı standart ve kamalanma yöntemi dikkate alınarak ayrı olarak balansı alınır.

a) Rotor miline uygun çapta boru takılarak çift vinç yardımı ile veya tek vinç ile karşıt ağırlık oluşturarak stator içerisinde monte edilir.
b) İç yağ kapakları mile geçirilir.
c) Rulmanlar endüksiyonlu ve demanyetizasyonlu rulman ısıtma cihazı ile ortam sıcaklığına 80°C ilave edilerek ısıtılır ve ısınma sonrası demanyetize edilerek mil üzerindeki yuvasına monte edilir.

d) Rulman içi ve yağ kapaklarındaki yağ haznesi yeterli miktarda ve özellikte gres yağı ile yağlanır.
e) Kapaklar monte edilerek tüm civatalara gevşemeyi önleyici yaylı rondela takılarak uygun tork ile sıkılır.
f) Fırçalar tutucular ile bilezik arasındaki mesafe 2-2,5 mm olarak ayarlanarak fırçalar monte edilir.
g) Kaplin/kasnak ısıtılarak mil üzerine monte edilir.
a) Sargıların megger ile izolasyon testi yapılır.
b) Bilezikli motor ise bilezikler açık devre iken statora nominal voltaj vererek stator akım, kayıp güç ve rotor voltajları kontrol edilir. Rotor sargılarının uygun ve eşit gerilim çıktığı kontrol edilir. Kayıp güçler motorun demir kaybıdır.
c) Motor nominal voltajında döndürülerek stator akım, kayıp güçleri kayıt edilir. Bu güç motorun demir ,rüzgar ve sürtünme kaybıdır.
d) Motorun mili kilitlenir ve stator anma akımı geçirilerek statorun gerilim ve gücü kayıt edilir. Bu güç motorun bakır kaybıdır.
e) Motor nominal devrinde dönerken yataklardan vibrasyon ölçümü yapılarak vibrasyon analizi , balans kontrolü yapılır ve rulman performansları ölçülür.
f) Rulman kulaklığı ile rulmanların sesi dinlenir.
g) 30 dk çalışma sonrası yatak sıcaklıkları ölçülerek kontrol edilir.
a) Testten geçen motor gövdesi temizlenerek boyanır.


b) Boyası kuruyan motor streç filim ile kaplanarak üniversal palet üzerine özel bağ ile bağlanarak sevke hazır hale getirilir.

