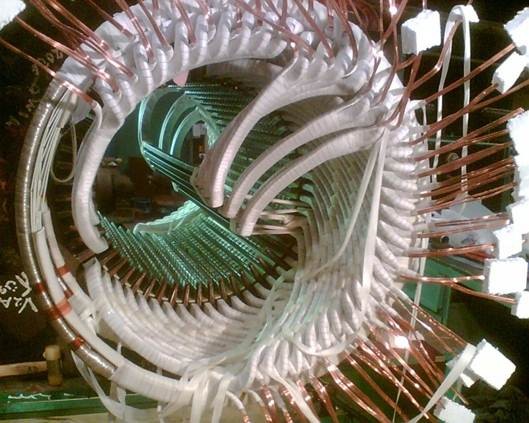
a) We use guide bands in order to avoid corona losses of the coils which are wrapped with conductive bands around them during the installation of the coils on the cavity without any damages.
b) The coils heads are fastened with polyglass band around the strap to obtain high resistance against electromagnetic loads.
c) The coils are connected to each other by reinforcing the interwalls with felts and cocks.
d) Glass laths are replaced to support the appropriate compression of the coils in cavity bases, coils intervals and over the cavities.