Rotating Electrical Machines needs maintanence to prevent possible unexpected breakdowns after some calculated working hours. Such maintenance prevents unplanned stops and the larger and expensive damages of motors and generators.
The timing for the maintenance is depends on the type of the machine and the working conditions:
- AC/DC, Generator/Motor
- Squirrel cage, Ringed
- Bearing type
- Protection and operation class
- Running speed
- The attached load;
- Pump
- Mill
- Diesel Motor
- Compressor
Ect..
Most of the time, the maintanence time is defined by the manufacturers at the users manual of the machines. Otherwise, the experts or the operator will advice or/and decide the maintanence time and period.
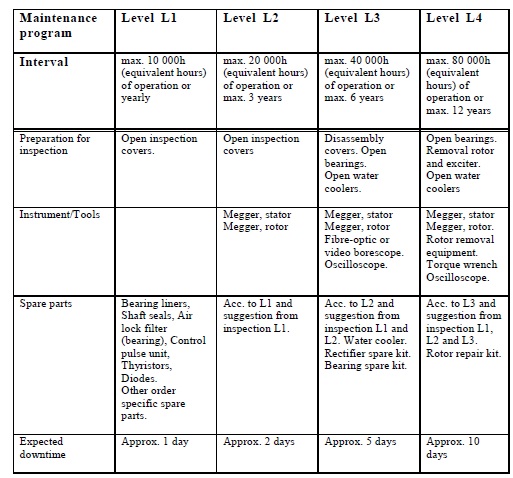
It is adviced for workshop maintenance periods:
- 3 years for AC ringed engines,
- 4-5 years for squirrel cage motors and
- 2 years for DCmotors in average.
(These periods can be shortened or extended depends on the conditions of machines)
The onsite and workshop maintenance for the generators should be planned according to running hours and start numbers.